

Продукция









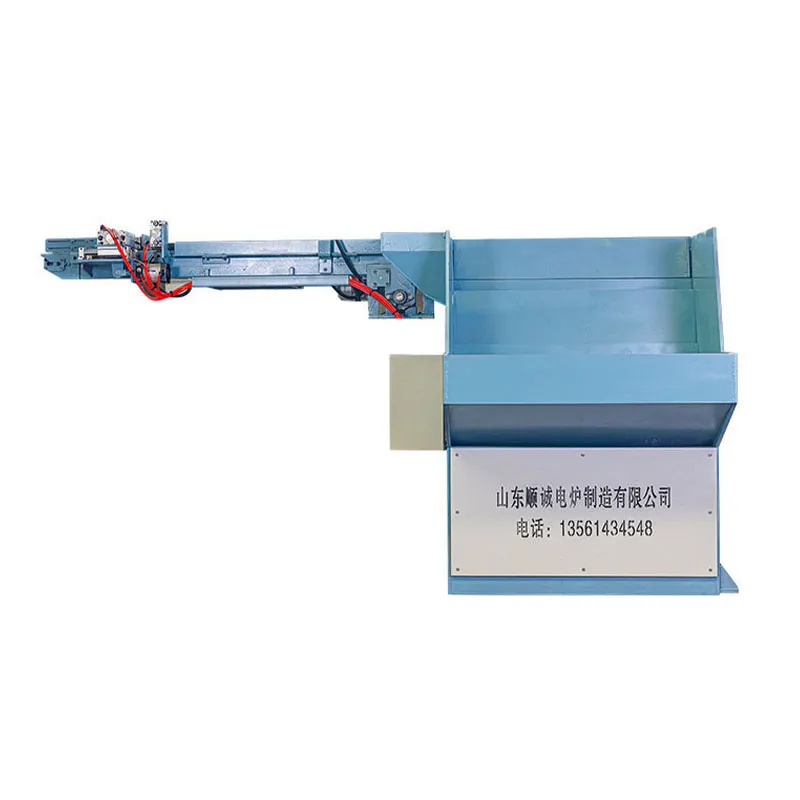
Полностью автоматическая среднечастотная печь с нижней разливкой
Среднечастотная печь с нижней разливкой внутри футерована теплоизоляционным огнеупорным материалом. Расплавленный металл в ковше поступает в литейную форму через кольцевой зазор между погружённым в металл огнеупорным затворным стержнем (пробкой) и стаканом (гнездом), обеспечивая заполнение формы по принципу нижней разливки. Величина кольцевого зазора определяет скорость разливки или массовый расход металла.
Описание
маркер
Принцип работы среднечастотной печи с нижней разливкой
Среднечастотная печь с нижней разливкой внутри футерована теплоизоляционным огнеупорным материалом. Расплавленный металл в ковше поступает в литейную форму через кольцевой зазор между погружённым в металл огнеупорным затворным стержнем (пробкой) и стаканом (гнездом), обеспечивая заполнение формы по принципу нижней разливки. Величина кольцевого зазора определяет скорость разливки или массовый расход металла. Регулировка величины зазора осуществляется посредством изменения хода электроприводного (или ручного) винтового механизма, который управляет шириной щели. Серводвигатель приводит в движение затворный стержень в вертикальной плоскости, тем самым контролируя начало, окончание и интенсивность потока жидкого металла. Герметичность литникового отверстия обеспечивается действием пневмоцилиндра. Печь с нижней разливкой, установленная на рельсовый путь, позволяет совместить литниковое отверстие с формой либо за счёт перемещения самой печи по рельсам, либо за счёт движения отливки. Таким образом может быть реализована автоматическая или полуавтоматическая разливка.
Классификация среднечастотных печей с нижней дношниковой разливкой
I. По методунагрева:
♦ Разливочная печь с поддержанием постоянной температуры
В разливочной печи с нижней разливкой и поддержанием постоянной температуры снаружи ковша установлен дополнительный среднечастотный индукционный нагреватель. Его номинальная мощность составляет примерно 30% от общей ёмкости ковша. Путем регулировки выходной мощности этого нагревателя жидкий металл в ковше поддерживается в состоянии постоянной заданной температуры, что гарантирует стабильность температуры разливки.
♦ Разливочная печь с нижней разливкой и функцией плавки
Увеличивают номинальную мощность оборудования. В нормальном рабочем режиме оно может использоваться как плавильная печь. После завершения плавки мощность снижают для поддержания температуры и осуществляют процесс разливки. Данную технологию рекомендуется максимально избегать, особенно при наличии значительного количества примесей в шихте, так как это затрудняет их удаление и повышает риск повреждения механизма стопорного штока.
II. По способу разливки:
♦ Автоматизированный способ: Пуск, остановка процесса разливки и перемещение форм осуществляются полностью под управлением автоматической программы. Преимущества данного способа: экономия трудовых ресурсов, простота в эксплуатации, пригодность для крупносерийного производства.
♦ Полуавтоматический способ: Начало разливки управляется обслуживающим персоналом, а окончание разливки может управляться вручную или программно. Скорость разливки может соответствующим образом регулироваться в любое время в ходе процесса. Преимущества данного способа: стабильное управление, подходит для мелкосерийного производства.
♦ Ручной способ: При данном способе разливки оператор вручную управляет рычажным механизмом, контролируя открытие, закрытие и интенсивность потока. К квалификации литейщика предъявляются определённые требования. Преимущества данного способа: полная свобода управления, удобство для опытных образцов и единичных изделий, подходит для мелкосерийного производства.
III. Классификация среднечастотных разливочных печей с нижней (дношниковой) разливкой
♦ Применение метода нижней разливки эффективно предотвращает окисление расплава и его загрязнение шлаком.
♦ Термостатическая печь с нижней разливкой обеспечивает поддержание постоянной и равномерной температуры расплава, что способствует повышению выхода годной продукции и предотвращению литейных дефектов.
♦ При использовании в составе литейной производственной линии разливочная печь позволяет организовать полностью автоматизированный или полуавтоматизированный технологический цикл, что повышает производственную эффективность.
♦ Особенно при плавке драгоценных металлов оборудование эффективно предотвращает улетучивание ценных компонентов и загрязнение окружающей среды вследствие окисления, существенно повышает коэффициент использования расплава и исключает нерациональные потери. Оно также повышает безопасность условий труда операторов и снижает трудоёмкость работ.
♦ При прямой онлайн разливке вихревые токи, создаваемые среднечастотным магнитным полем, вызывают интенсивное перемешивание жидкого металла. Это обеспечивает гомогенизацию расплава и предотвращает ликвацию сегрегацию.
связаться с нами
Сопутствующие популярные продукты

Станок с ЧПУ для закалки
Оборудование с системой CNC-ЧПУ управляет процессом закалки путём перемещения заготовки или индуктора, подходит для непрерывной или вращательной закалки крупных и малых деталей валов и дисков. Станки производятся в конструкциях с одним/двумя шпинделями и одной/двумя позициями и в сочетании с высокочастотными установками обеспечивают автоматизацию закалки деталей.

IGBT-индукционная печь для литья по выплавляемым моделям
Высокая скорость плавки, минимальное выгорание легирующих элементов, низкий расход энергии и экологичность процесса, а также высокий тепловой КПД. Полностью цифровая система управления,Обеспечивает безошибочную регулировку силовых параметров, снижает частоту отказов оборудования, повышает стабильность работы системы и позволяет осуществлять удалённый контроль и обслуживание для максимального удобства эксплуатации.

Камерная электропечь сопротивления
Описание продукции Модели Номинальная мощность, кВт Электропитание Контрольная (рабочая) темпе...

Оборудование для ультразвукового (сверхзвукового) нагрева
Технические преимущества Глубина закалённого слоя 1–3 мм. Используется твердотельный IGBT-инвертор с комплексной системой защиты, что обеспечивает высокую надёжность. Применение интегральных схем позволяет экономить 40–60% электроэнергии и 60% воды по сравнению с ламповыми установками. Автоматическое слежение за частотой и плавная бесступенчатая регулировка мощности.

Вибрационная загрузочная тележка для электропечей
Серия вибрационных загрузочных тележек ZDLC использует метод вибрационной подачи для равномерного засыпания металлической шихты в электропечь. Это обеспечивает плавность загрузки, сводит к минимуму ударное воздействие кусков шихты на футеровку печи и максимально соответствует технологическим требованиям, представляя собой оптимальный способ загрузки электропечей. Доступны два типа привода — с обычным электродвигателем и с частотно-регулируемым электродвигателем.

Энергосберегающий стальной корпус печи
Предназначена для плавки чёрных и цветных металлов. Используется высокоиндуктивная ориентированная магнитная система (ярмо), обеспечивающая большую площадь распределения поля, равномерный теплоотвод и снижение потерь в магнитной цепи. Обеспечивает безопасный и надёжный гидравлический механизм наклона печи.

Ручная плавильная печь из нержавеющей стали
Корпус изготовлен из нержавеющей стали и алюминиевых листов, что обеспечивает высокую прочность. По желанию заказчика возможна интеграция различных дополнительных функций, повышающих стабильность работы и снижающих трудоёмкость для операторов. Для наклона печи может применяться гидравлическая система, редукторный или ручной привод; угол наклона регулируется в широком диапазоне, что делает управление более удобным.

Печь сопротивления с выкатным подом
Описание продукции Модели Номинальная мощность, кВт Электропитание Контрольная (рабочая) темпе...

Комплектное оборудование для индукционного нагрева с электромеханической интеграцией
Предварительный нагрев под ковку: Применяется в технологиях нагрева перед ковкой для таких изделий, как шестерни, зубчатые венцы, полуоси, шатуны, подшипники, скобы, такелажная оснастка и др. Прямой (интегрированный) нагрев в технологической линии: Используется в процессах нанесения антикоррозионных покрытий на трубы, отпуска (снятия напряжений) прутков и заготовок, а также в линиях термообработки (закалки и отпуска) стальных труб (и проволоки).
Тиристорный последовательный резонансный источник питания
Технологические преимущества Энергосбережение и экономия электроэнергии: Экономия 10–20% по сравнению с параллельными схемами. Гармонические искажения соответствуют государственным стандартам: Высокий коэффициент мощности. Высокая стабильность оборудования: Работа с постоянной выходной мощностью.

IGBT Среднечастотная индукционная нагревательной печи
Характеристики оборудования Высокая скорость нагрева, минимальное окисление и обезуглероживание, низкий расход энергии и экологичность, высокий тепловой КПД. Полностью цифровая система управления, безошибочная регулировка силовых параметров, точный контроль температуры, равномерный нагрев заготовок, высокая надёжность компонентов, повышенная стабильность работы системы.

Электромагнитная индукционная плавильная печь для плавки алюминия
Новое плавильное оборудование для обработки металлов при температурах до 900°C, подходит для поддержания температуры расплавов цветных металлов. Обладает такими преимуществами, как безопасность и энергоэффективность, экологичность, малая установленная мощность, длительный срок службы тигля, низкая стоимость обслуживания, высокая точность контроля температуры, безопасность и стабильность работы.

Замкнутая система водяного охлаждения
Охлаждение оборудования для ВЧ-, СЧ- и ультразвуковой индукционной обработки традиционно осуществляется путём забора технической воды непосредственно из вырытого водоёма (бассейна) или использования открытых стеклопластиковых градирен. В последние годы до 80% отказов оборудования связано с ухудшением качества воды: образование накипи на стенках водяных трактов приводит к постепенному снижению расхода циркуляционной воды и даже к засорению.

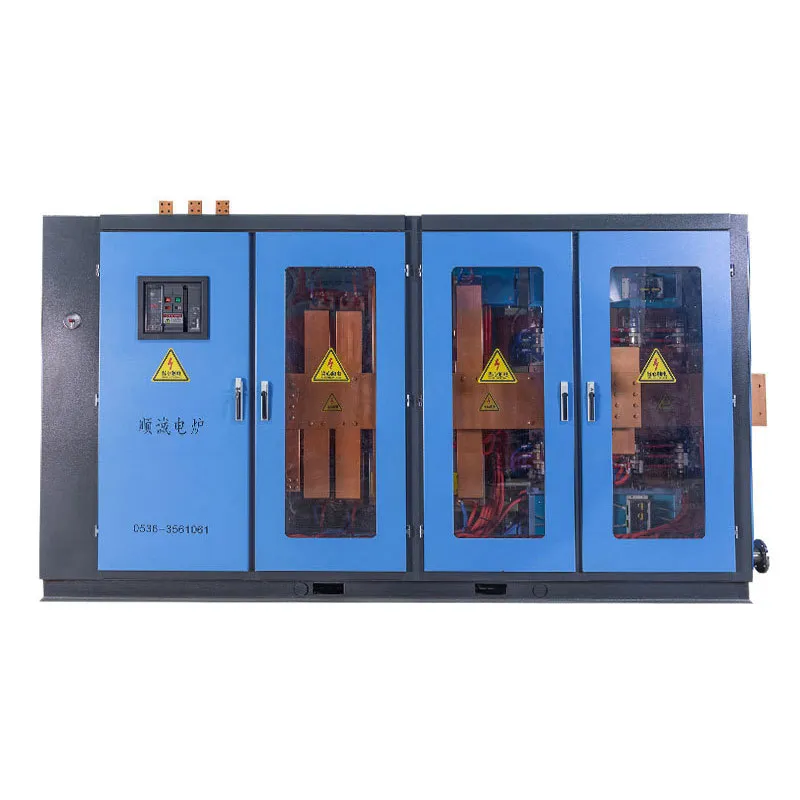
Последовательная среднечастотная индукционная печь по схеме один на два
Среднечастотный силовой шкаф с последовательной схемой «один на два» в комплексе с двумя индукционными печами формирует высокоэффективную плавильную систему «один источник — два агрегата». Данная схема двойного питания особенно оптимальна для непрерывного и массового производства на литейных участках малой и средней мощности. Система позволяет одновременно выполнять плавку на полной мощности в одной печи, в то время как во второй поддерживается температура или осуществляется предварительный нагрев холодной шихты.

Двухблочный энергосберегающий среднечастотный индукционная печь на IGBT
Среднечастотная индукционная печь нового поколения на IGBT-модулях представляет собой систему с постоянной выходной мощностью. Разработанная на базе модулей IGBT пятого поколения немецкой компании Infineon, она обладает прорывными характеристиками и соответствует передовым международным стандартам. Достигает номинальной мощности даже при неполной загрузке шихты и сохраняет стабильные выходные параметры, что значительно повышает эффективность плавки и снижает удельный расход электроэнергии.

Печь для плавки драгоценных металлов
Оборудование обеспечивает мгновенный индукционный нагрев и последующую обработку драгоценных металлов в тигле для таких процессов, как плавка, рафинирование и литьё. Отличается малым весом, компактными размерами, простотой монтажа и управления, а также полным набором защитных функций, экологичностью и энергоэффективностью.



